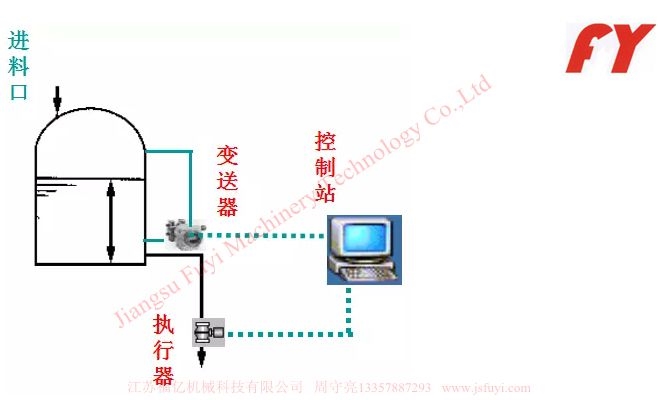
DCS控制系以其^的特點(diǎn)對(duì)于現(xiàn)代大型化肥廠發(fā)揮重要的作用,DCS中控室(中心控制室或者中央控制室)應(yīng)該是控制系統(tǒng)的神經(jīng)中樞了,,所有儀表信號(hào)都連到這里,,所有重要的控制決策都從這里發(fā)出。

控制室一般也是大人物或者新員工參觀的必經(jīng)之地,,自然光鮮度也較高,。但是,,要知道控制室是工作的地方,工作效率^,,職業(yè)健康第二,,氣派、舒適是遙遠(yuǎn)的第三,。

這樣巨長(zhǎng)的控制臺(tái)只有在每個(gè)操作員都是獨(dú)立操作,、平行操作的時(shí)候才好,需要緊密配合的話,,距離太遠(yuǎn)了,。這是空管控制臺(tái),正好符合獨(dú)立,、平行的條件,。


工業(yè)生產(chǎn)控制系統(tǒng)的發(fā)展
工業(yè)生產(chǎn)控制系統(tǒng)如何一步步發(fā)展到今天的自動(dòng)化程度……
1.原始的人工控制階段
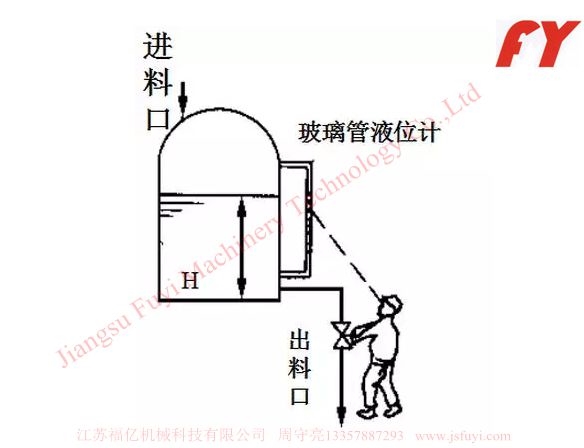
^原始的控制方法,加多了就多放一點(diǎn),,加少了就少放一點(diǎn)……
為了代替人的勞動(dòng),,減輕勞動(dòng)強(qiáng)度,提高工作效率,,保證大型,、復(fù)雜工業(yè)的安全生產(chǎn),向自動(dòng)化方向改進(jìn),。
2.常規(guī)儀表控制
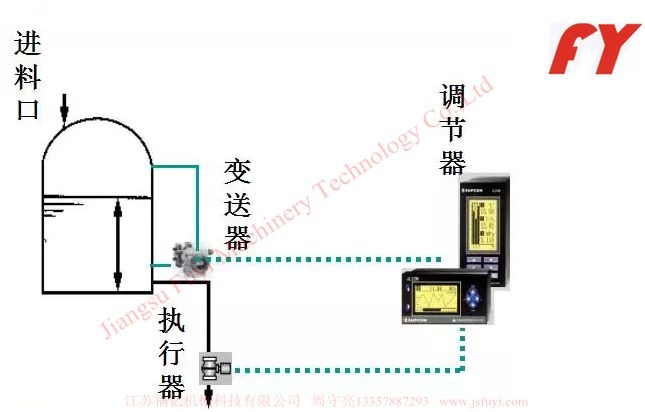
單元組合儀表
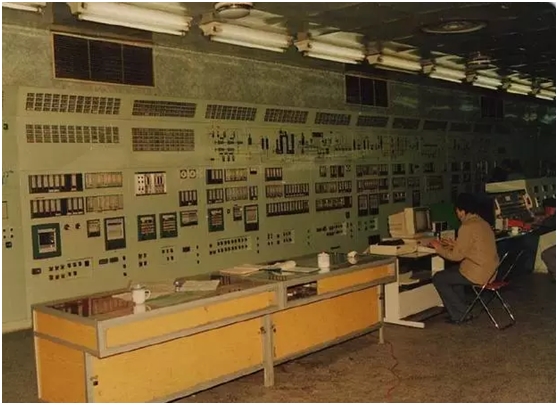
使用常規(guī)儀表的中央控制室
生產(chǎn)過(guò)程規(guī)模不斷擴(kuò)大,,中控儀表越來(lái)越多,操作人員對(duì)過(guò)程的監(jiān)控和操作的要求也越來(lái)越多,、高,,模擬儀表難以勝任。
3.計(jì)算機(jī)集中控制
如何把因計(jì)算機(jī)的故障造成的危害減少,,使危險(xiǎn)分散,,成為應(yīng)用計(jì)算機(jī)控制系統(tǒng)首要解決的問(wèn)題。
集中和綜合的操作和監(jiān)督要求對(duì)全廠,、各車間和工段級(jí)的控制和操作有相應(yīng)的數(shù)據(jù)通信聯(lián)系,,不僅要求有大量的數(shù)據(jù)傳送,而且要求有高速的數(shù)據(jù)傳輸速率,。
4.DCS控制系統(tǒng)
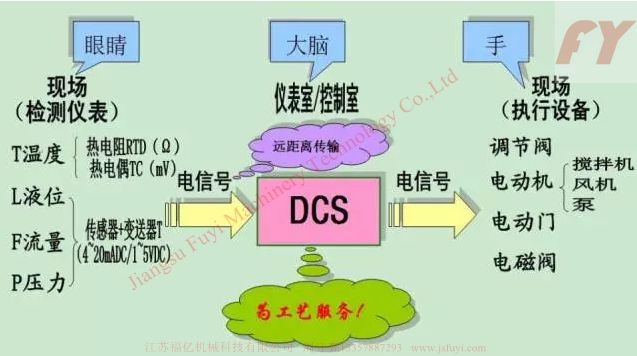
DCS俗稱為“工業(yè)大腦”
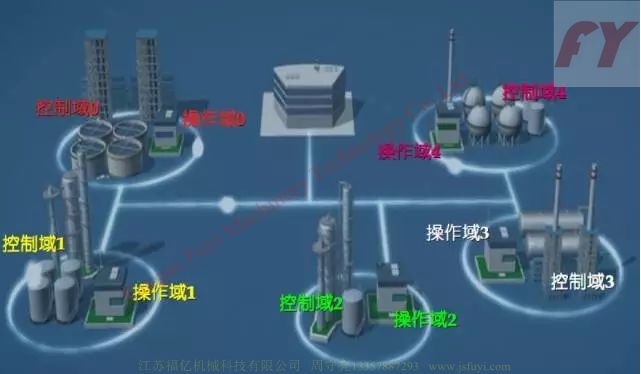
DCS對(duì)象分散→控制分散

集中管理:

DCS是分布式控制系統(tǒng)的英文縮寫(Distributed Control System),,在國(guó)內(nèi)自控領(lǐng)域又稱為集散控制系統(tǒng)。
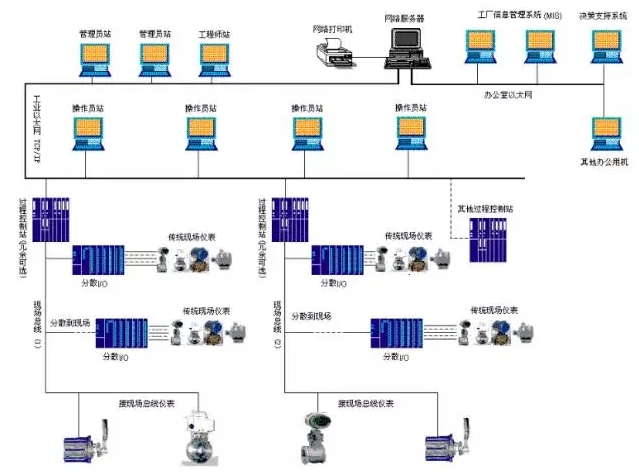
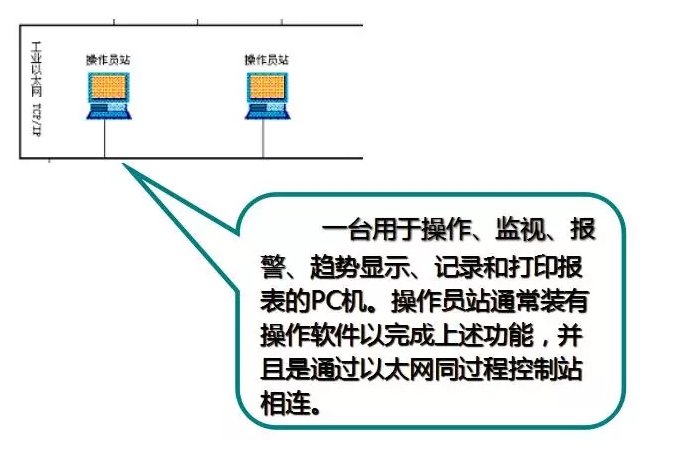
從結(jié)構(gòu)上劃分,,DCS包括過(guò)程級(jí),、操作級(jí)和管理級(jí)。
操作級(jí)包括:操作員站和工程師站,,完成系統(tǒng)的操作監(jiān)控和組態(tài)維護(hù),。
DCS的主要特點(diǎn)歸結(jié)為一句話就是“分散控制,,集中管理”。
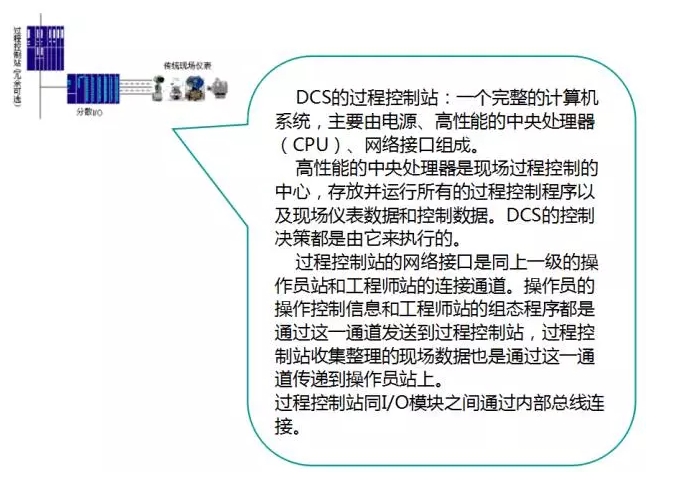
DCS通常采用若干個(gè)控制器(過(guò)程站)對(duì)一個(gè)生產(chǎn)過(guò)程中的眾多控制點(diǎn)進(jìn)行控制,,各控制器間通過(guò)網(wǎng)絡(luò)連接并可進(jìn)行數(shù)據(jù)交換,。
生產(chǎn)控制操作采用計(jì)算機(jī)操作站,通過(guò)網(wǎng)絡(luò)與控制器連接,,收集生產(chǎn)數(shù)據(jù),,傳達(dá)操作指令。
過(guò)程級(jí)主要由過(guò)程控制站,、I/O單元和現(xiàn)場(chǎng)儀表組成,,是系統(tǒng)控制功能的主要實(shí)施部分。
管理級(jí)主要是指工廠管理信息系統(tǒng)(MIS或ERP系統(tǒng)),,作為DCS更高層次的應(yīng)用,。
DCS 結(jié)構(gòu)組成
造粒控制系統(tǒng)簡(jiǎn)介
包括中央控制系統(tǒng)部分,、動(dòng)力柜部分,、現(xiàn)場(chǎng)執(zhí)行機(jī)構(gòu)(如電動(dòng)機(jī)、電磁閥等),,通過(guò) PLC 完成控制,,采用國(guó)際標(biāo)準(zhǔn)的 Profibus 或者 TCP/IP 方式進(jìn)行通訊,中央控制系統(tǒng)通過(guò)上位機(jī)輸入指令,,PLC 將輸出指令發(fā)送到現(xiàn)場(chǎng)各設(shè)備,完成自動(dòng)控制,。

總體方案
一. 系統(tǒng)組態(tài)框架示意(非實(shí)物)如下圖:

該系統(tǒng)分為監(jiān)視層,、通訊控制層、執(zhí)行層,。
監(jiān)控層:由工控機(jī)系統(tǒng),、電源系統(tǒng)、組態(tài)系統(tǒng)及打印機(jī)組成,;
通訊控制層:由西門子通訊總線,、西門子 PLC 處理系統(tǒng)、標(biāo)準(zhǔn)協(xié)議及其介質(zhì),、通訊線纜及轉(zhuǎn)換器組成,;
執(zhí)行層主要分為二部分組成:
A、皮帶秤流量計(jì)量系統(tǒng),,該系統(tǒng)變頻器與計(jì)量?jī)x表集成至專用電柜,。
B、設(shè)備控制系統(tǒng),,設(shè)備控制系統(tǒng)為電源開(kāi)關(guān)柜,、控制柜,、外部數(shù)據(jù)采集傳感器組成等組成。各部分功能層,,自動(dòng)化程序的控制下,,以串口協(xié)議或 TCP/IP 通訊協(xié)議作為聯(lián)通,
實(shí)現(xiàn)以下功能:
1 生產(chǎn)工藝,、生產(chǎn)過(guò)程顯示及控制過(guò)程生產(chǎn)工藝,、生產(chǎn)過(guò)程的顯示及控制,是自動(dòng)化系統(tǒng)的基本人機(jī)功能,,操作人員能夠通過(guò)人機(jī)界面,,直觀的看到工藝進(jìn)行的狀態(tài),并對(duì)設(shè)備按照工藝的要求實(shí)施監(jiān)控,。直觀的看到設(shè)備的工作狀體,,并做出異常判斷。西門子控制器編程語(yǔ)言:標(biāo)準(zhǔn) S7 編程語(yǔ)言
人機(jī)界面:基于 kingview 開(kāi)發(fā)(基于 C 語(yǔ)言),。
生產(chǎn)過(guò)程:根據(jù)工藝在人機(jī)界面上輸入相關(guān)的產(chǎn)量需求及控制參數(shù),,系統(tǒng)將根據(jù)相關(guān)參數(shù)控制給料系統(tǒng),由輸送系統(tǒng)輸送至造粒系統(tǒng),,再由破碎與篩選^后至成品進(jìn)行定量包裝,。
2 自我診斷功能
系統(tǒng)根據(jù)既定工藝,作好邏輯控制流程及備用控制,,當(dāng)某一工段出現(xiàn)異常,,系統(tǒng)會(huì)自動(dòng)的診斷,在人機(jī)界面中做相關(guān)提醒,,并執(zhí)行合理的異常處理功能,。
3 多級(jí)管理功能
根據(jù)常規(guī)生產(chǎn)要求,系統(tǒng)設(shè)置 2 個(gè)管理權(quán)限層面,,管理層及操作層,,可以按
照生產(chǎn)實(shí)際來(lái)啟用,不同的層面,,具有不同的管理權(quán)限,,管理層可以實(shí)現(xiàn)對(duì)整體的操作處理,而操作層只能實(shí)現(xiàn)對(duì)系統(tǒng)的基本運(yùn)行操作管理,??梢詫?shí)現(xiàn)配方保密。
4 歷史數(shù)據(jù)及其打印
歷史數(shù)據(jù)指的是在過(guò)去中系統(tǒng)工作狀態(tài)的記錄,,包括同時(shí)記錄異常報(bào)警情況,,正常工作的實(shí)際生產(chǎn)量,按照生產(chǎn)要求,可以組成生產(chǎn)管理所需要的報(bào)表,。實(shí)現(xiàn)過(guò)程生產(chǎn)的數(shù)據(jù)化管理,,找出過(guò)程生產(chǎn)的問(wèn)題所在,提高產(chǎn)品質(zhì)量,。這些數(shù)據(jù)可按照月,、日甚至是班次的管理周期來(lái)呈現(xiàn),按照管理要求付諸打印,,并能計(jì)算出生產(chǎn)損耗表,。
5 其他個(gè)性化附加功能
該系統(tǒng)具有非常好的前瞻性柔化設(shè)計(jì)功能,可以根據(jù)客戶的實(shí)際生產(chǎn)需求,,在控制系統(tǒng)允許的容量范圍內(nèi),,增加個(gè)性化需求功能,系統(tǒng)根據(jù)實(shí)際設(shè)置合理的拓展余量,。
6 通訊支持及拓展
S7/C7 通訊對(duì)象間的通訊服務(wù)通過(guò)集成在系統(tǒng)中的功能塊進(jìn)行,。可提供的通訊服務(wù)有:
帶串口的 S7 標(biāo)準(zhǔn)通訊,。
工業(yè)以太網(wǎng)的 S7 通訊,。
各種接口的通用性。
編程器和個(gè)人計(jì)算機(jī),。
SIMATIC S5/S7,。
工業(yè) PC。
第三方的編程控制器,。
二. 本系統(tǒng)是利用計(jì)算機(jī)技術(shù)及工業(yè)控制器軟硬件互相組態(tài)實(shí)現(xiàn),生產(chǎn)高度自動(dòng)化,、智能化??梢苑€(wěn)定的保證生產(chǎn)有序,、安全進(jìn)行,對(duì)生產(chǎn)過(guò)程集中進(jìn)行監(jiān)測(cè),、操作與管理,全面提高生產(chǎn)效率,、穩(wěn)定產(chǎn)品質(zhì)量及管理水平,本方案
特點(diǎn):
1)系統(tǒng)內(nèi)部基于西門子控制器,,通過(guò)硬件組態(tài)的方式,上設(shè)組態(tài),、下置通
訊,,形成子站內(nèi)的控制網(wǎng)絡(luò);
2)系統(tǒng)組態(tài)自動(dòng)生成生產(chǎn)管理數(shù)據(jù),、歷史數(shù)據(jù)及多級(jí)配方管理保密系統(tǒng),;
3)系統(tǒng)工藝實(shí)現(xiàn)在線監(jiān)控,根據(jù)工藝流程,、料位和設(shè)備故障實(shí)現(xiàn)自動(dòng)報(bào)警,;
4)實(shí)現(xiàn)生產(chǎn)過(guò)程工藝流程化,、數(shù)據(jù)化管理、智能化,;提供數(shù)據(jù)包括:報(bào)警數(shù)據(jù),、產(chǎn)量歷史數(shù)據(jù)報(bào)表等; 開(kāi)放式配方設(shè)置,,多級(jí)權(quán)限配方管理,;系統(tǒng)操作便捷、穩(wěn)定,,對(duì)人友好,,并可促進(jìn)安全生產(chǎn),提高產(chǎn)品質(zhì)量穩(wěn)定性,;
5)生產(chǎn)過(guò)程實(shí)時(shí)監(jiān)控,,管理;系統(tǒng)節(jié)能降耗,,減少人力成本及勞動(dòng)強(qiáng)度,,提高生產(chǎn)效率;保障操作及維修人員安全,,穩(wěn)定生產(chǎn),。
3. 主要元器件:
(1) PLC 采用 SIEMENS 的 S7-1200 系列;
(2) PLC 和 PLC 及和上位系統(tǒng)之間采用以太網(wǎng)通訊,,設(shè)備層(PLC 和第三方儀器儀表)采用 PROFIBUS 或 MODBUS 通訊,;
(3)上位機(jī)組態(tài)采用 KINGVIEW 6.55 系列;
系統(tǒng)設(shè)計(jì)
根據(jù)下圖工藝流程,,自動(dòng)化控制生產(chǎn)過(guò)程大致如下:
^步:通過(guò)上位機(jī)對(duì)系統(tǒng)的相關(guān)參數(shù)進(jìn)行設(shè)定,,如流量秤流量、全自動(dòng)/單機(jī)模式,、造粒生產(chǎn)線的選擇,,設(shè)備控制參數(shù)等等;
第二步:?jiǎn)?dòng)系統(tǒng),,如果是選擇自動(dòng)模式則可以通過(guò)上位機(jī)一鍵啟停,,可編程控制器按照工藝流程順序啟動(dòng)設(shè)備,同時(shí)在啟動(dòng)前會(huì)先自檢相關(guān)設(shè)備的馬達(dá)是否有故障,;
第三步:當(dāng)系統(tǒng)進(jìn)入生產(chǎn)階段,,上位機(jī)實(shí)時(shí)監(jiān)控各設(shè)備運(yùn)行狀況,如流量秤的流量,、各設(shè)備電機(jī)運(yùn)行情況等,。
第四步:具有相關(guān)報(bào)警功能及記錄,例如成品輸送機(jī)馬達(dá)出現(xiàn)故障,則系統(tǒng)會(huì)及時(shí)的發(fā)出警報(bào)通知操作人員前去處理,,同時(shí)自動(dòng)按照順序關(guān)閉前道設(shè)備,。



")
輥造粒機(jī)")
")


備成功應(yīng)用顆粒")
備")
篩 (滾筒篩)")
手機(jī):13357887293 電 話: 0519-88359923 傳真:0519-80181222 地址:常州市金壇開(kāi)發(fā)區(qū)華興路212號(hào)
Copyright ?2016 江蘇福億機(jī)械科技有限公司 版權(quán)所有 蘇ICP備15048408號(hào) 【管理登陸】
網(wǎng)站地圖 | Sitemap
技術(shù)支持:常州網(wǎng)絡(luò)公司-江蘇東網(wǎng)科技


